Jump to C-Bot blog index to see all the posts.
Total time : 2.5 hours
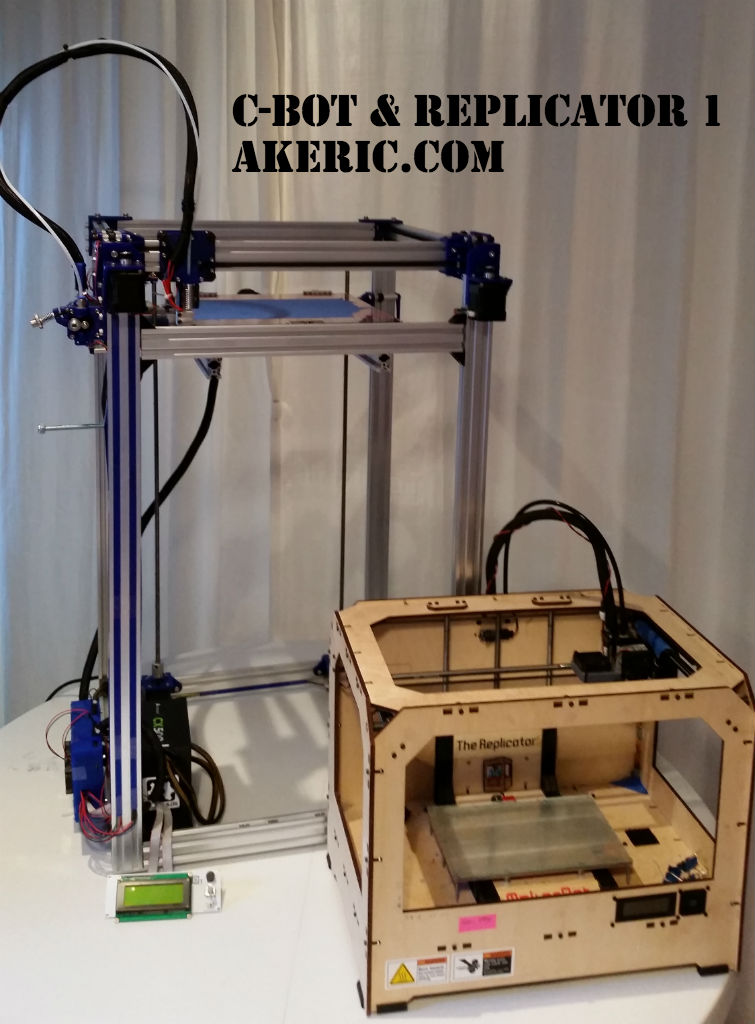
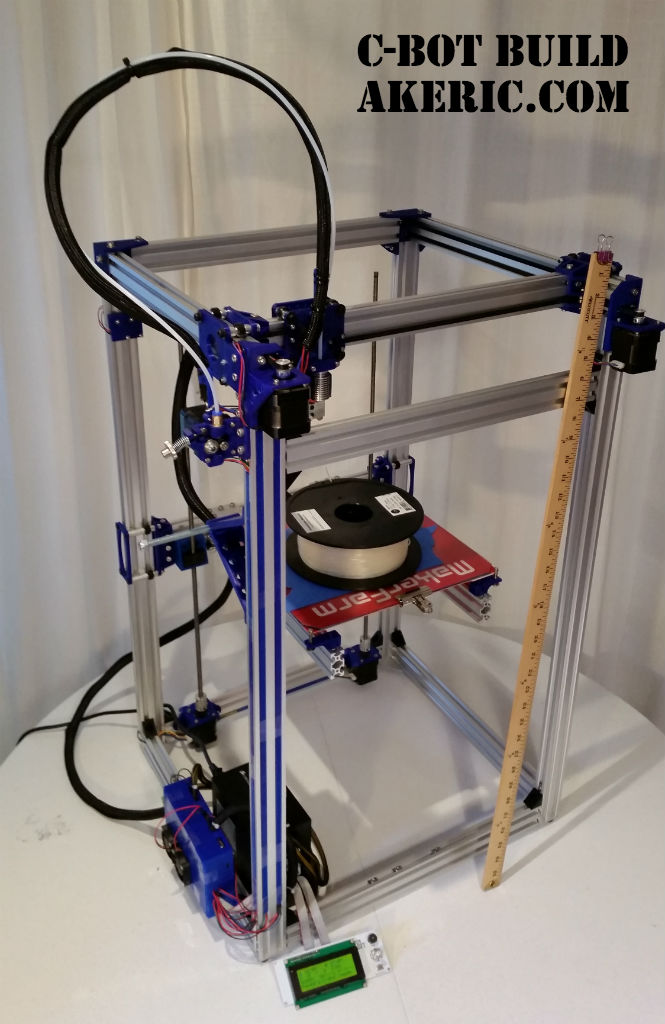
Even though I need to really un-spaghetti the machine and do the final wiring, I can’t help but want to print more, especially since I installed & tuned the DRV8825 stepper drivers: I want to make sure they actually work!
Start & End G-Code
At the same time, I wanted to create better start & end G-Code for the bot: I slice & print using Simplify 3D (S3D): When you create a new custom printer profile, for the start G-Code, all it does is a G28: Auto-home. It seems to take care of the extruder and bed heating for you.
In addition, even though I’d previously figured out how in S3D you can set ‘global G-Code offsets’ in its G-Code tab, which lets you define the offset between home and the build platform, I thought it’d be better to set it in the start G-Code instead. I don’t know why, but it feels safer in there…
I’ve never done any start\end G-Code ‘programming’ before. The start/end G-Code for my Replicator1 was already setup. So heading off to the ‘G-Code in Marlin‘ page, I researched what I wanted it to do on start:
- Lower the bed a bit just in-case it hadn’t before
- Home all axes
- Warm up the extruder (and eventually heated bed)
- Purge the nozzle
- Move nozzle to edge of the bed and zero it (per the above paragraph).
- Start print
And on end:
- Turn off extruder and bed heating
- Lower the z-platform slightly
- Home XY
- Disable motors
Another great resource is S3D itself: Once you’ve connected to your machine, and are in the Machine Control Panel, any commands you issue show up in the Communication log: So I set about doing each step manually, then creating the G-Code script for them.
What I came up with is currently below. I’m sure this will change in the future. But just in case my computer explodes I’ll have a backup here. Note that [stuff in brackets] is S3D’s own internal syntax for embedding variables to help make the gcode more temperature agnostic. Pretty nice.
Start G-Code:
G92 Z0 ; Set current z position to zero.
G1 Z20 ; Lower Z to be safe 20mm.
G28 ; Safe Homing of All Axes
M104 [extruder0_temperature] T0 ; Set extruder targe temp
M109 S[extruder0_temperature] T0 ; Wait for extruder current temp to reach target temp.
G1 E50.0 F600 ; Purge nozzle 50mm at 10mm/sec
G92 E0 ; zero extruder
G1 X2 Y26 ; Move nozzle to left front corner of build platform.
G92 X0 Y0 ; Zero X & Y here to start the build.
End G-Code:
M104 S0 ; turn off extruder
M140 S0 ; turn off bed
G92 Z0 ; Set current z position to zero.
G1 Z10 ; Lower Z to be safe 10mm.
G28 X0 Y0 ; Home XY
M84 ; disable motors
So I fired off my first print over USB, and ran into all sorts of weird problems over the next hour. Long story short:
Gotchas:
- Every time I change a setting in S3D and want to re-print, I need to turn my printer off and on. I don’t know if this is a S3D bug, a Rumba bug, a Marlin bug, or what. But if I don’t do this, the start G-Code won’t properly execute. Side effects include it not heating and immediately starting a print, or heating up but then never beginning the print after it.
- Once that was resolved, for the longest time I couldn’t get the filament to stick to the bed: it would just curl up around the extruder. I finally realized that a new profile I’d setup had my layer height set to 200 micron… printing with a 1mm wide Volcano nozzle: Once I set that back to 500 micron the printing had no problems.
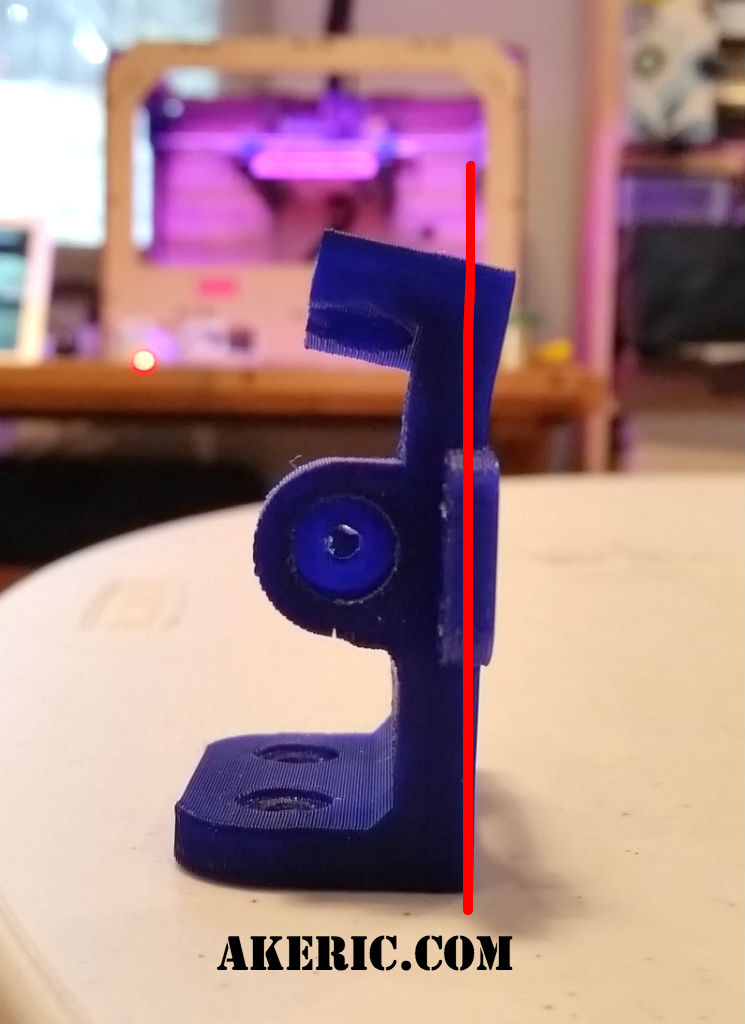
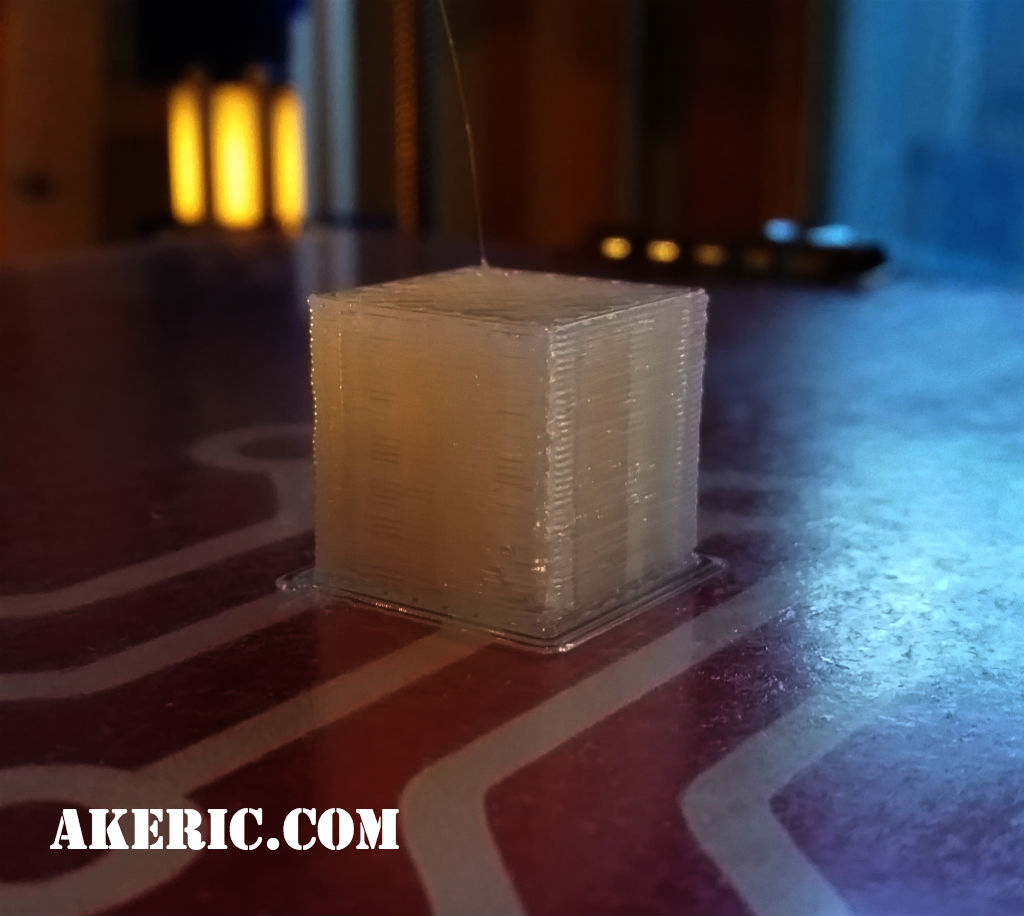
- I really need to get a print-cooler fan installed: I built a custom one for my Replicator 1 which has really helped. When I finally got my printing working, and was working on a 2cm test cube, the sides looked pretty good for effectively my second print:
- But when it got to the top, the whole print was so hot that the extruded top layer filaments literally started grabbing & collapsing the side-walls. Plus when I went to remove it when the print was done, it was soft like warm gummy bear:
- Top priority: Get print cooler fan installed. Or maybe a jet of liquid nitrogen….

PID Autotune:
Update: Since authoring this post I have switched my electronics to RADDS, and my firmware to Repetier. See the “Part 31 post” for the latest on it.
While my extruder has been heating up fine, I noticed that as it approaches the target temp (say, 200c) it really slows down for the last few degrees, and takes a long time getting to the final temp. I remember that when I switched my Replicator 2x to Sailfish firmware, the extruders stopped heating up correctly, and talking on the forums they told me I needed to update my PID settings.
PID stands for “proportional-integral-derivative“, something I did not learn about in math class. But in a nutshell it’s a way via the maths to reach a target value smoothly and quickly, without banging/oscillating all over the place. And luckily, Marlin comes with a PID autotune feature you can run as G-Code directly from S3D (or any software that can issue G-Code):
M303 E0 S200 C8
Fire that off when you extruder is cold, and a few minutes later it’ll spit out something that looks like this:
Recv: bias: 213 d: 41 min: 199.38 max: 200.71
Recv: Ku: 77.96 Tu: 13.40
Recv: Classic PID
Recv: Kp: 46.77
Recv: Ki: 6.98
Recv: Kd: 78.32
Recv: PID Autotune finished! Put the last Kp, Ki and Kd constants from above into Configuration.h
And those values you then enter back into Marlin’s Configuration.h file.
These were my original values when I authored this blog post:
#define DEFAULT_Kp 46.15
#define DEFAULT_Ki 5.10
#define DEFAULT_Kd 104.32
UPDATE (2016-01-13) : But I found when my powerful 24cmf cooling fan would kick on to cool the Volcano nozzle, the temp would drop, and it would take a loooong time trying to catch back up. So instead, I cranked my fan to 100% (255) and re-running the auto-pid gave me the values in the code snatch two paragraphs up.
I never timed the nozzle warmup before, my E3d-V6 Volcano now heats up from cold to 200c in 2min 10 seconds: Not too bad.
I’ve still not got my heated bed soldered up yet (waiting on 10-gauge wire in the mail), but I’ll run this again on the bed when it’s ready.
Jump to C-Bot blog index to see all the posts.