New 3d print: Lumihedron
My previous “Dodecahedron” print was a trial run for making something bigger. From my GeoLight print a year and a half ago, I’ve found the idea of making lighting via 3d-printing fascinating. Lumihedron is my current exploration.
You can download it for print over on Thingiverse.
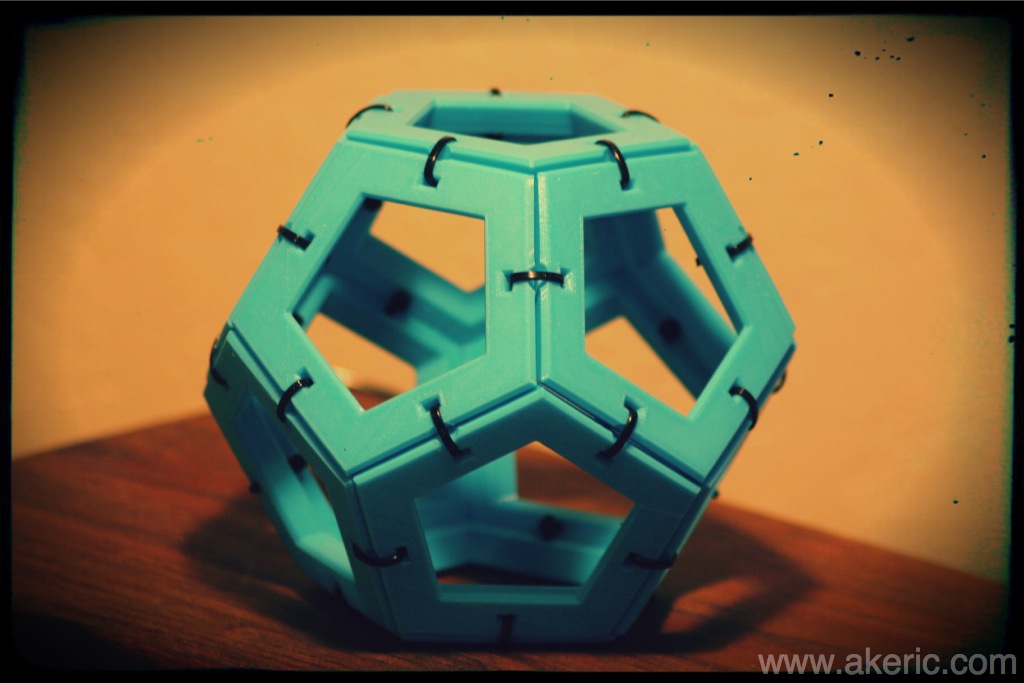
Fully printed its diameter is just under 10″: I designed a single pentagonal volumes to nearly fill the build plate on my Makerbot Replicator (1). Each volume took 4 hours to print * 12 prints = 48 hours of print time. All PLA.
The whole fixture is held together via zip-ties except the bottom pentagon: It’s held by neodymium magnets embedded into the print itself, held in place by super-glue: By removing it, you can replace the light. A 60 watt Cree LED bulb is screwed into a repurposed shop-light from Home Depot fits perfectly in the top, while a custom printed clamp screws onto the base holding it in place.
I painted six of the twelve pentagons matte black on the outside, and gloss-white on the inside. While looking pretty cool in person, they don’t photograph well, so have been turned away from the camera in all the below shots (you can see them in the window reflections though). The other twelve pentagons are natural PLA.
I designed it in Autodesk Fusion 360, to help teach myself the software, going through 5 different revisions. I’ve been enjoying the software, except the weekend where the cloud service went down and I couldn’t access any of my work: They really need fix that ‘obstacle’ to design.
Really enjoyable & fulfilling project.