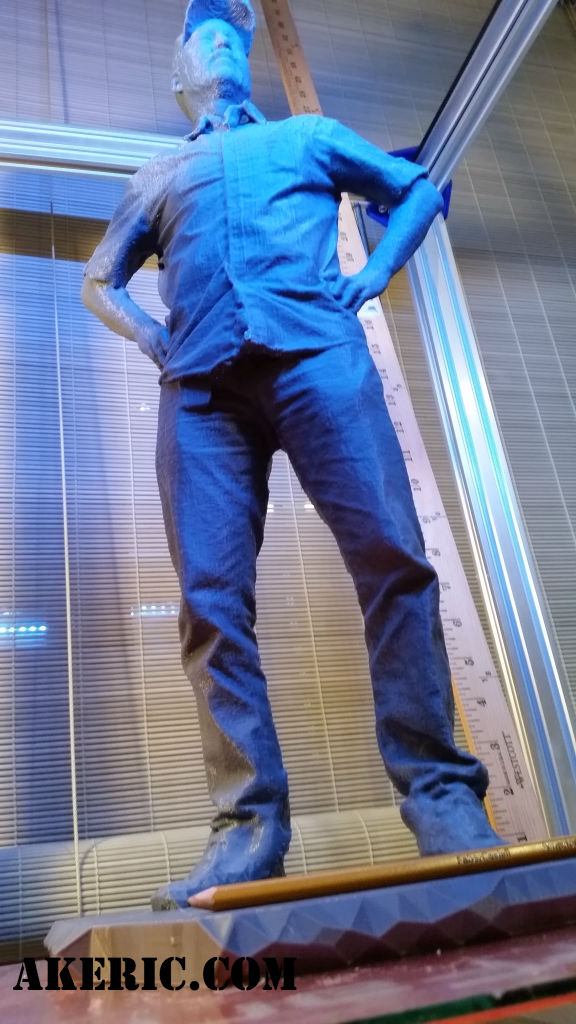
Or “Really Big Me” depending on how you look at it:
A few months ago I stopped by the “Artec3D Scanning Service and Showroom” in Palo Alto (CA) to check out their scanner tech. While there, they offered to do a full-body 3D scan of me in their “Artec Shapify Booth” : Only takes 12 seconds, so why not? Later that day there was a web-link to my scan, which I downloaded (for $40).
I’ve been wanting to throw something really big and complex at my C-Bot 3d printer, and this seemed like the perfect thing. After cleaning it up a bit and making a base in Meshmixer, it printed without any (major) issues:
Lucky bonus: It was on one of two days in the whole year I had my “sexy-trucker” ‘stache still firmly in place.
Print Stats:
- 500mm / 19.7″ tall
- 663g of eSun gray PLA (the last of an old spool I had, purchased from ToyBuild Labs) extruded at 210 degs on a woodglue-slurry-coated glass build plate (unheated). Only had about 5 turns left on the spool when complete, close one!
- 35 hours, 39 minutes total print time (lol, the print estimate was 24 hours).
- Sliced in Simplify3D, the .gcode came to 161 megs.
- 3 shells, 5% infill, no raft, no supports : The 3 shells was to help with all the overhangs since I printed no supports, may have been able to get away with 2.
- 90mm/sec print speed.
- .6 mm E3d-v6 Volcano nozzle with 150 micron layer heights.
Overall, I’m really happy with it. But, there are a few things that struck me a strange, and I believe they’re both related to the slicer, Simplify3D.
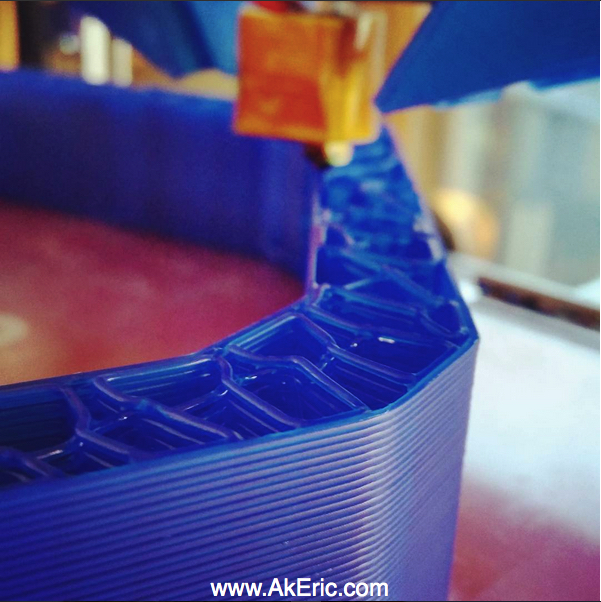
Wobbles in the infill
While it was printing, I noticed wobbles showing up in the “triangular” infill:

Watching the print, I figured out what is going on: When Simplify3D prints its infill, when any of the lines cross, they don’t do anything to pause the print. So in this case, since three lines are crossing, 3x the filament starts to form at the vertex. Over time, this builds up, and the nozzle physically ‘bumps’ over it. When it bumps, it shakes the whole machine, and those wobbles start to show up in the infill. This is never seen since its on the interior of the print, but I don’t like that it’s happening. Sometimes I could really hear the hot-end ‘thunk’ the vertex and shake the whole thing 
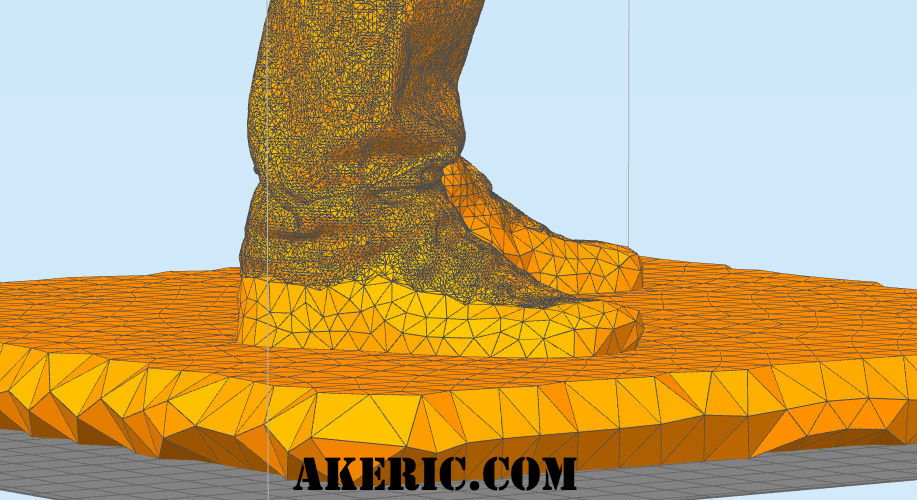
High-res, low-quality
I’ve been seeing this in my prints recently, but haven’t yet had a good enough test case to show the issue, until now. I’ve noticed that when I print “really high-res” mesh in Simplify3D, it tends to make the surface quality a bit like a bowl of oatmeal. My low-res prints are nice and clean, but high-res: Quaker Oats. In the below images, you can clearly see what’s happening:
Click on the images to zoom in, but you can clearly see a print quality change as soon as the dense mesh layer is hit.
I’ve had this feeling that S3D is trying to print ‘all’ the detail, even though some is smaller than the diameter of the toolhead itself. And because of this, there’s a lot of shaking going on. I know from my years using Makerware that it specifically would ‘smooth out’ this high-frequency detail, and I noticed a major difference printing the same ‘high res’ mesh in Makerware, and S3D: The Makerware print would look\sound nice and smooth during print, while the S3D one would try to shake the machine apart. It looks like this is still happening, and at least I have a test case that exposes it. If this is the issue indeed. I’ll ping the S3D support an see what they say.
I have a few next steps to troubleshoot this:
- Make a test print that varies from low to high-res.
- Print this in S3D, and contrast that print in other slicers (like Makerware, Cura, Slic3r), and see what sort of behavioral differences show up.